Заказать звонок









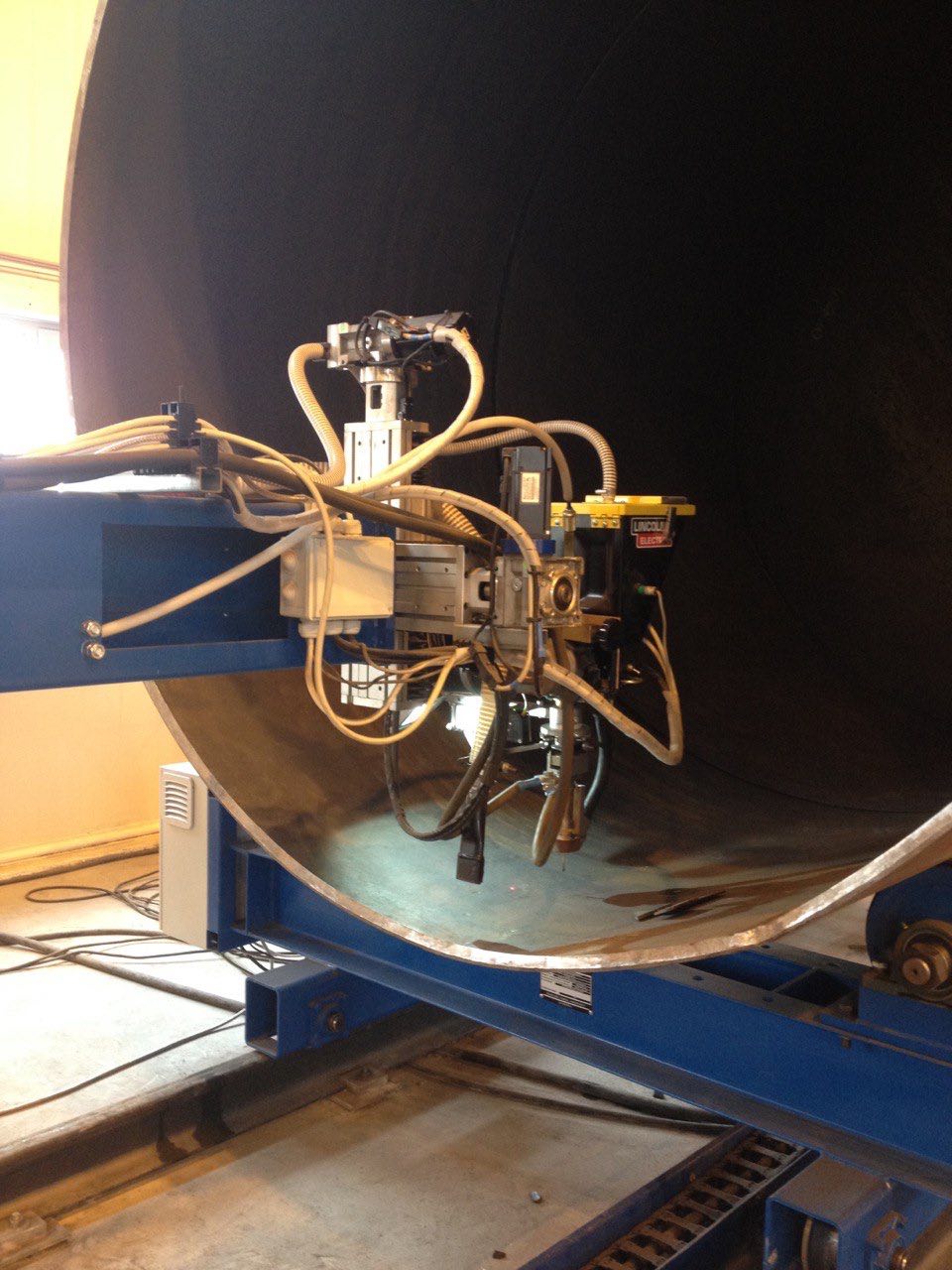


ООО «САВС – сервис» предлагает к рассмотрению предложение по комплексной системе автоматической сварки, наплавки под флюсом продольных и кольцевых соединений нефтегазового и иного оборудования. Положение оператора нижнее, в зоне сварки.
Предлагаемая система автоматической сварки (САВС) разрабатывается и изготовляется на основе применения сварочного оборудования производства компании LINCOLN ELECTRIC, или компании AOTAI.
Система автоматической сварки САВС.321 обеспечивает выполнение сварного соединения способом АФ с корневого прохода с минимальными тепловложениями и поводками, в том числе и на аустенитных сталях.
Компания «САВС – сервис» гарантирует получение качественного сварного соединения
с уровнем дефектности 0,2% в сочетании «флюс – проволока» на материалах заказчика, разрешенных к применению, при условии соблюдения регламента проведения работ, предоставляемых нашей компанией.
СИСТЕМЫ АФ СВАРКИ САВС.321 ОБЕСПЕЧИВАЮТ СНИЖЕНИЕ 1 ПОГ.М. СВАРНОГО СОЕДИНЕНИЯ ДО 34% В СРАВВНЕНИИ С ДЕЙСТВУЮЩИМИ АНАЛОГАМИ
Комплект поставки:
• Колонна-манипулятор
• Рельсовый путь
• Источник питания, сварочная головка
• Система рециркуляции флюса САВ НПФ (ссылка на страницу САВС НПФ)
• Единая система управления с пультом ДУ
• Система позиционирования сварочного электрода
Дополнительные опции:
• Бесконтатная система слежения по 1 или 2 координатам
• Система регистрации параметров сварки, погонной энергии, деформаций
• Электронный паспорт стыка
• Система отслеживания и сохранения реальной геометрии изделия
• Удаленный доступ и отслеживание режимов сварки