Заказать звонок
Технология строится на применении разъемно-разжимных колец САВС.ОХР.
Кольцо САВС.ОХР. легко устанавливается в сборочный узел, например, обечайка-днище, фиксируется путем разжима внутренней части, после этого устанавливается днище. При разжиме наружной части происходит плотное прижатие кольца к свариваемым кромкам, а также калибровка сборочного узла. Далее выполняется АФ сварка в верхнем положении. Кольцо САВС.ОХР. является охлаждаемым, что позволяет продлить срок службы колец. После выполнения сварки кольцо сжимается, отводится от сварочных кромок и дистанционно, через люк изделия, гибким валом производится быстрое разъединение цепи. Далее кольцо вытягивается через люк, производится осмотр кольца и подготовка к установке в новое изделие.
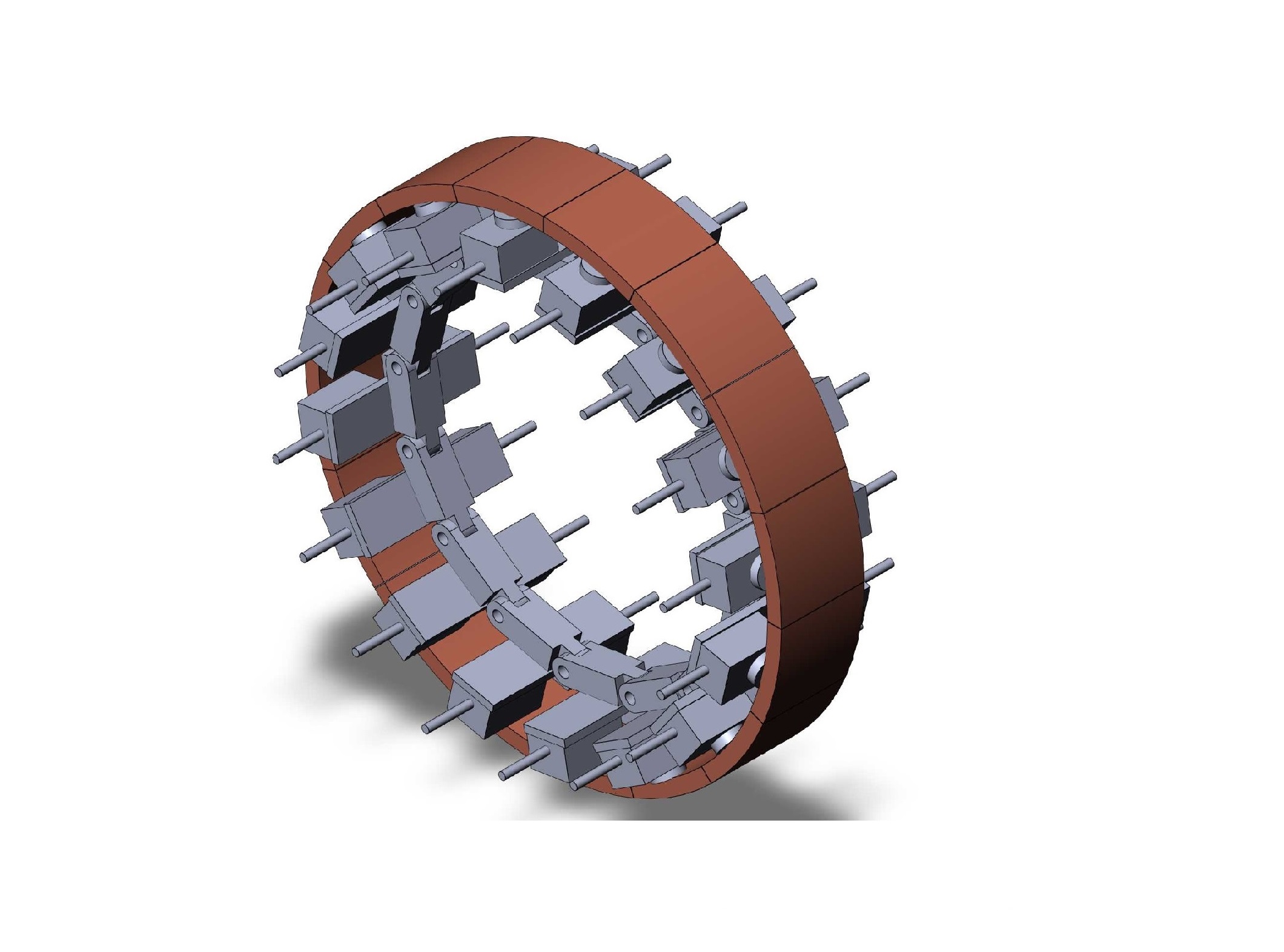
Состав кольца: основу кольца составляет гибкая цепь с быстродействующим разъединителем. На рабочих звеньях кольца установлено 2 ряда компактных гидроцилиндров для последовательной работы внутренней и наружной части. Гидроцилиндры связаны с медными подвижными секторами, которые создают основу формирующего бандажа. Медный бандаж имеет внутреннее охлаждение.